
در روش های آبکاری فلز، یک لایه خارجی طلا، نیکل، مس، کروم یا سایر فلزات را بر روی فلز پایه ایجاد می کند تا از خوردگی جلوگیری کند یا ظاهر مواد آبکاری شده را بهبود بخشد. آبکاری می تواند تقریباً همه نوع فلز را انجام دهد. متداول ترین فلزات آبکاری صنعتی عبارتند از روی، کروم و نیکل. مراحل آبکاری فلز به شرح زیر است:

تمیز کردن و آماده سازی سطح فلز:
- حذف اکسید
- پرداخت برقی
- تمیز کردن قلیایی
- آبکاری فلزی
- آبکاری الکترولس (اتوکاتالیستی)
- آبکاری
- آبکاری غوطه وری
تکمیل و حفاظت:
- فسفاته کردن
- تبدیل کرومات
- آنودایز کردن
برخی از روکش های فلزی (آبکاری فلز )رایج عبارتند از:
- آبکاری کروم – در درجه اول برای اهداف تزئینی استفاده می شود همچنین از خوردگی و اصطکاک محافظت می کند. آهن و فولاد معمولاً با کروم آبکاری شده اند. در حمام اسید کرومیک انجام می شود.
- روکش طلا – معمولاً در صنعت جواهرات و لوازم الکترونیکی استفاده می شود.
- آبکاری نقره – بسیار رایج در صنایع تزئینی و برقی. محدودیت هایی دارد؛ در برابر رطوبت و خوردگی گالوانیک آسیب پذیر است.
- آبکاری نیکل – روی انواع فلزات برای اهداف تزئینی، مقاومت در برابر خوردگی و کاهش اصطکاک کار می کند. نیکل معمولاً با مس و آلومینیوم پیوند می خورد.
- آبکاری مس – این روکش برای قطعات الکترونیکی بسیار رایج است. معمولاً در فلزات ارزان قیمت استفاده می شود.
- آبکاری رادیوم، آبکاری کادمیوم و آبکاری قلع نیز از انواع روکش فلزی است که هم برای اهداف تزئینی و هم برای مقاومت در برابر خوردگی استفاده می شود.
آبکاری به چه معناست؟
آبکاری فرایند پوشش یک فلز با یک لایه نازک از فلز دیگر توسط الکترولیز برای بهبود مقاومت در برابر خوردگی فلز است.
فلزاتی که بیشتر در آبکاری استفاده می شوند عبارتند از:
- مس
- نیکل
- طلا
- نقره ای
- کروم
- فلز روی
- قلع
آبکاری نیز به عنوان پوشش دهی الکتریکی و پوشش آبکاری شده شناخته می شود.
هدف اصلی آبکاری
هدف اصلی آبکاری بهبود موارد زیر است:
- ظاهر
- حفاظت در برابر خوردگی
- خواص ویژه سطح
- مهندسی یا خواص مکانیکی
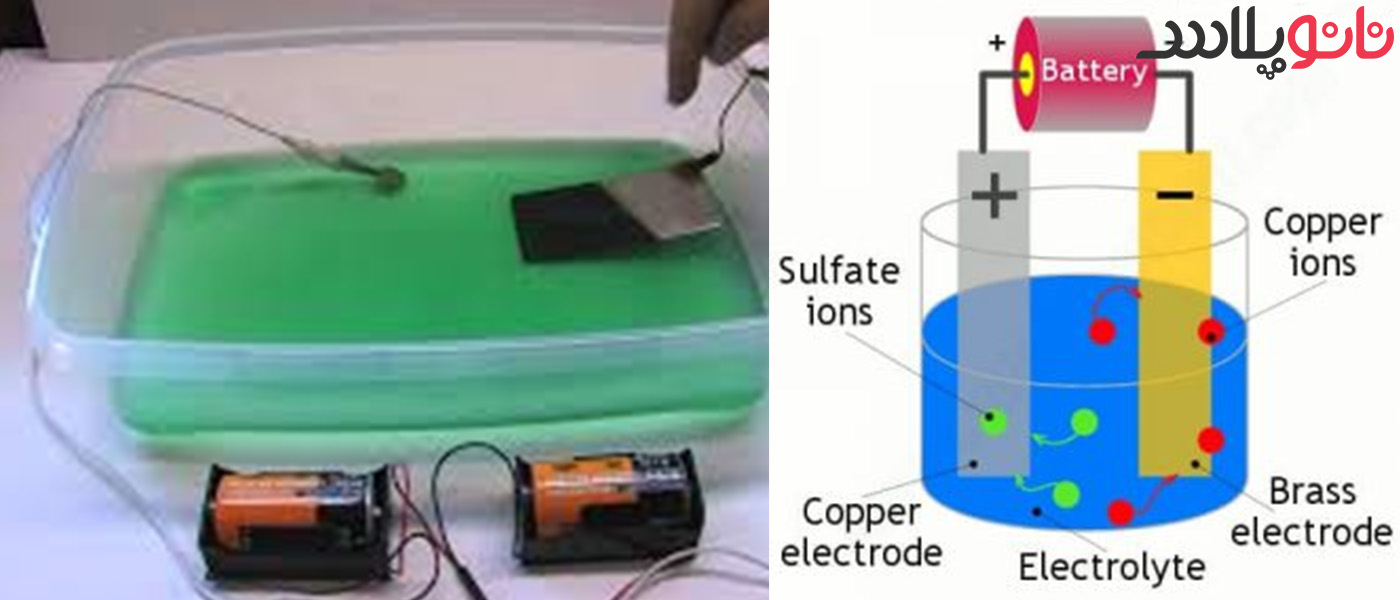
در فرایند آبکاری آند به پایانه مثبت و کاتد (فلزی که باید آبکاری شود) به پایانه منفی وصل می شود. هر دو در محلول حاوی الکترولیت غوطه ور شده و سپس به منبع تغذیه خارجی مستقیم متصل می شوند. هنگامی که از برق DC استفاده می شود، آند اکسیده می شود – اتم های فلزی آن در محلول الکترولیت حل می شوند. این یونهای فلزی محلول در کاتد کاهش یافته و یک پوشش ایجاد می کنند. جریان از طریق مدار به گونه ای تنظیم می شود که میزان انحلال آند با نرخ آبکاری کاتد برابر باشد.
فلزات مختلف را می توان با استفاده از فرایند آبکاری پوشش داد. فرمول بندی الکترولیت مناسب برای کیفیت آبکاری مهم است.
الکترولیت های مورد استفاده در این فرایند عبارتند از:
- اسیدها
- پایگاه ها
- نمک های فلزی
- نمک های مذاب
ویژگی های الکترولیت که هنگام انتخاب باید مورد توجه قرار گیرد عبارتند از:
- خوردگی
- مقاومت
- روشنایی یا بازتاب
- سختی
- قدرت مکانیکی
- شکل پذیری
- مقاومت در برابر سایش
آبکاری الکترولس به چه معناست؟
آبکاری بدون الکترود روشی برای آبکاری فلز با روشهای شیمیایی و نه الکتریکی است که در آن قطعه آبکاری شده در یک عامل احیا کننده غوطه ور می شود که وقتی با مواد خاصی کاتالیز می شود، یون های فلزی را به فلز تبدیل می کند که رسوبی روی قطعه ایجاد می کند.

گسترش عمده آبکاری الکترولس در زمینه پلاستیک، مانند آبکاری مدارهای الکترونیکی چاپ شده، رخ داده است. بسیاری از کالاهای مصرفی با این روش پوشش داده می شوند تا سطوح با دوام و جذابی ایجاد شود. متداول ترین روش آبکاری بدون الکترود، آبکاری نیکل بدون الکترود است، اگرچه لایه های نقره، طلا و مس نیز می توانند به این روش اعمال شوند. آبکاری الکترولس به عنوان آبکاری شیمیایی یا آبکاری خودکار کاتالیزوری نیز شناخته می شود. آبکاری الکترولس یک روش آبکاری غیر گالوانیکی است که شامل چندین واکنش همزمان در محلول آبی است که بدون استفاده از نیروی الکتریکی خارجی رخ می دهد. این واکنش زمانی انجام می شود که هیدروژن توسط یک عامل احیا کننده، معمولاً هیپوفسفیت سدیم (هیدروژن به صورت یون هیدرید خارج می شود) آزاد می شود و اکسید می شود، بنابراین بار منفی روی سطح قطعه ایجاد می کند.
از آنجا که آبکاری بدون الکترود به غلظت ثابت فلز اجازه می دهد تا تمام قسمت های جسم را غسل دهد، فلز را به طور مساوی در امتداد لبه ها، داخل سوراخ ها و روی اجسام با شکل نامنظم که با آبکاری آبکاری دشوار است رسوب می کند. آبکاری بدون الکترود نیز برای رسوب دادن یک سطح رسانا بر روی یک شیء غیر رسانا اعمال می شود تا اجازه آبکاری آن را بدهد.
مزایای آبکاری الکترولس عبارتند از:
- از نیروی الکتریکی استفاده نمی کند
- نیازی به جک یا قفسه پیچیده نیست
- انعطاف پذیری در حجم و ضخامت آبکاری
- تجدید شیمیایی به طور خودکار کنترل می شود
- روش فیلتراسیون پیچیده مورد نیاز نیست
- پایان مات، نیمه روشن یا روشن موجود است
فرایند آبکاری فلز شامل ایجاد یک پوشش خارجی از نیکل، مس، کروم یا سایر فلزات برای جلوگیری از خوردگی یا افزایش ظاهر فلز اصلی است. معمولاً با فرو بردن فلز در محلول اسیدی با جریان الکتریکی آند و کاتد انجام می شود.
ماده ای که باید آبکاری شود، کاتد (الکترود منفی) سلول الکترولیز است که از طریق آن جریان مستقیم الکتریکی عبور می کند. محلول یا حمام حاوی فلز مورد نیاز به شکل اکسید شده (یا به عنوان یون پیچیده یا کاتیون آبدار) است. آند معمولاً میله ای از فلز است که آبکاری می شود. در طی فرآیند الکترولیز، فلز روی کار گذاشته می شود و فلز از میله حل می شود. این فرایند توسط قانون الکترولیز فارادی اداره می شود. فرایند آبکاری باعث می شود که مواد آبکاری روی فلز اصلی رسوب کنند.
تقریباً می توانید هر نوع فلزی را بشقاب کنید. آبکاری روی یا کادمیوم از زنگ زدگی جلوگیری می کند در حالی که نیکل و کروم در برابر سایش محافظت می کنند. روی، کروم و نیکل رایج ترین فلزات آبکاری صنعتی هستند.
تاریخچه
در سال ۱۸۰۵ شیمیدان ایتالیایی لوئیجی بروگناتلی با موفقیت مدال های نقره را با طلا آبکاری کرد. اختراعات توسط آکادمی علوم فرانسه مخفی نگه داشته شد. ۳۵ سال بعد آبکاری توسط دانشمندان روسی و انگلیسی که به طور مستقل کار می کردند “دوباره کشف شد”. در سال ۱۹۴۰ اولین ثبت اختراع آبکاری انجام شد. کارخانه های انگلستان اقدام به تولید انبوه اقلام روکش دار مانند ظروف، برس و قوری کردند.
انواع آبکاری
آبکاری (آبکاری الکترولیتی)
فرآیندی که از جریان الکتریکی برای هدایت واکنش شیمیایی با کاهش یون های فلزی استفاده می کند. کنترل فرآیند آبکاری را فعال می کند.
اتوکاتالیستی (آبکاری الکترولس)
در فرآیند اتوکاتالیستی، یک واکنش شیمیایی باعث کاهش اتم فلز می شود. از بسترهای غیر رسانا استفاده می کند و این فرایند نیازی به برق ندارد. کنترل پارامترهای آبکاری مشکل است و طول عمر حمام آبکاری محدود است. این به عنوان فرآیند پوشش تبدیل نامیده می شود. نمونه هایی از پوشش های تبدیل عبارتند از:
- ایریدیت روی آلومینیوم
- اکسید سیاه
- کرومات
- فسفات
فرآیند پوشش تبدیل رشد بعدی را به ضخامت اضافه می کند اما رابطه مستقیمی ایجاد نمی کند زیرا این فرآیند مقداری از فلز بستر را مصرف می کند.
آبکاری غوطه وری (واکنش جابجایی)
در این فرایند، یون فلزی با تبادل با اتم فلز از بستر از محلول کاهش می یابد. فلز رسوب شده باید دارای نیروی الکتروموتور بیشتری نسبت به فلز حل شده باشد.
کاربردها
- حفاظت از سطح (که به آن پوشش آندی یا پوشش های قربانی نیز گفته می شود): برای محافظت از فلز پایه، که در درجه اول روی آهن و فولاد استفاده می شود.
- روکش های تزئینی: این ها باعث جذابیت بیشتر فلز شده و تا حدی محافظت می کند.
- پوششهای مهندسی: برای انتقال ویژگی خاصی به سطح استفاده می شود. به عنوان مثال می توان سطوح افزایش دهنده لحیم پذیری، رسانایی، بازتابندگی و موارد دیگر را نام برد.
- اندودکاری فلزی: تعداد محدودی فلزات که کاربردهای زیادی ندارند.
- فلزات غیر معمول: فلزاتی که تحت شرایط خاصی آبکاری می شوند.
- آبکاری فلز آلیاژی: همچنین برای کاربردهای تخصصی.
درباره ی چشمه نور
کمپانی چشمه نور است با قدمتی ۳۰ ساله میباشد ؛ همه ی محصولات این شرکت دارای گارانتی ۱۲ ماهه میباشند، برای مشاهده ی آن ها میتوانید به سایت دکورشاپ مراجعه فرمایید.
امروزه ممکن است به دلیل مشغله ی کاری امکان خرید حضوری و یا حتی مشاهده ی مدل ها برایتان مشکل شده باشد ؛ یکی از سایت های معتبر که امکان خرید اینترنتی را برایتان ایجاد کرده است ، دکورشاپ میباشد .
البته این شرکت برای راحتی بیشتر شما ، امکان خرید اقساطی حتی بدون ضامن را در سایت فراهم کرده است و در صورتی که برای انتخاب محصول به مشکلی برخورد کردید میتوانید از پشتیبان های دکورشاپ به صورت رایگان مشاوره بگیرید .
برای مشاوره ی رایگان با شماره ی تماس بگیرید.
برای مطالعه ی مطالب بیشتر درباره ی موضوعاتی مانند آبکاری و نانو میتوانید به وبلاگ نانوپلاس مراجعه کنید و پاسخ بسیاری از سوالات خود را بیابید.